
Продукция

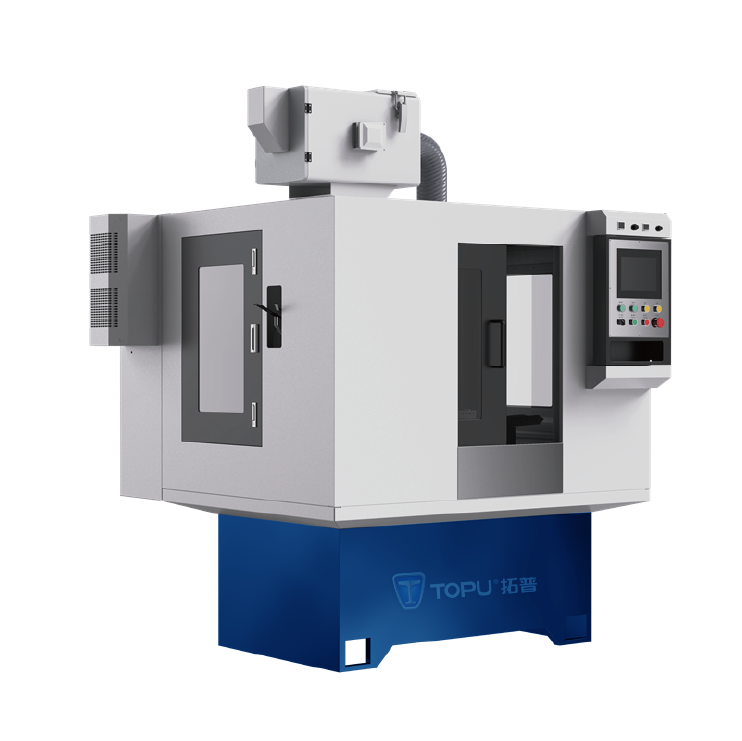
Машина для сварки трением
Инерционная сварка трением — это передовой процесс сварки в твердом состоянии, который широко известен своим высоким качеством, эффективностью, энергосбережением и отсутствием загрязнения. Он имеет широкие перспективы применения в таких областях, как аэрокосмическая промышленность, автомобилестроение и бурение нефтяных скважин, и привлек значительное внимание со стороны промышленно развитых стран. Процесс инерционной сварки трением включает зажим вращающегося конца заготовки в маховике. Процесс сварки начинается с ускорения маховика и вращающегося конца заготовки до определенной скорости, после чего маховик отсоединяется от главного двигателя. Одновременно движущийся конец заготовки продвигается вперед. Когда заготовки соприкасаются, выделяется тепло трения. Во время этого процесса маховик испытывает торможение из-за фрикционного момента, и его скорость уменьшается. Когда скорости маховика, шпиндельной системы и вращающегося патрона с заготовкой падают до нуля, распределение температуры на границе достигает желаемого уровня. Наконец, под осевым давлением процесс сварки завершается. Параметры процесса инерционной сварки трением включают три основных фактора: инерцию вращения маховика, скорость маховика и осевое давление. Его основными характеристиками являются постоянное давление и переменная скорость, объединяющие процессы нагрева и ковки непрерывной сварки трением.

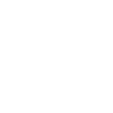
Машина для закалки кончиков и канавок
Технические параметры Основные условия до обработки клапанов Диапазон клапанов обработки (другие размеры могут быть настроены) Диаметр диска: 25 – 50 мм, диаметр стержня: 5 – 9 мм, длина 80 – 150 мм Обрабатываемые клапанные материалы X45CrSi93, SUH – 11, SUH – 3 Основное состояние клапана после обработки Точность клапана после обработки Глубина закалки ± 0,02 мм Твердость закалки менее 0,02 мм Эффективная глубина в Ra1.6 Эффективность обработки (такт) Товары вращаются равномерно закалены, 7s / шт. (в соответствии с требованиями продукции)

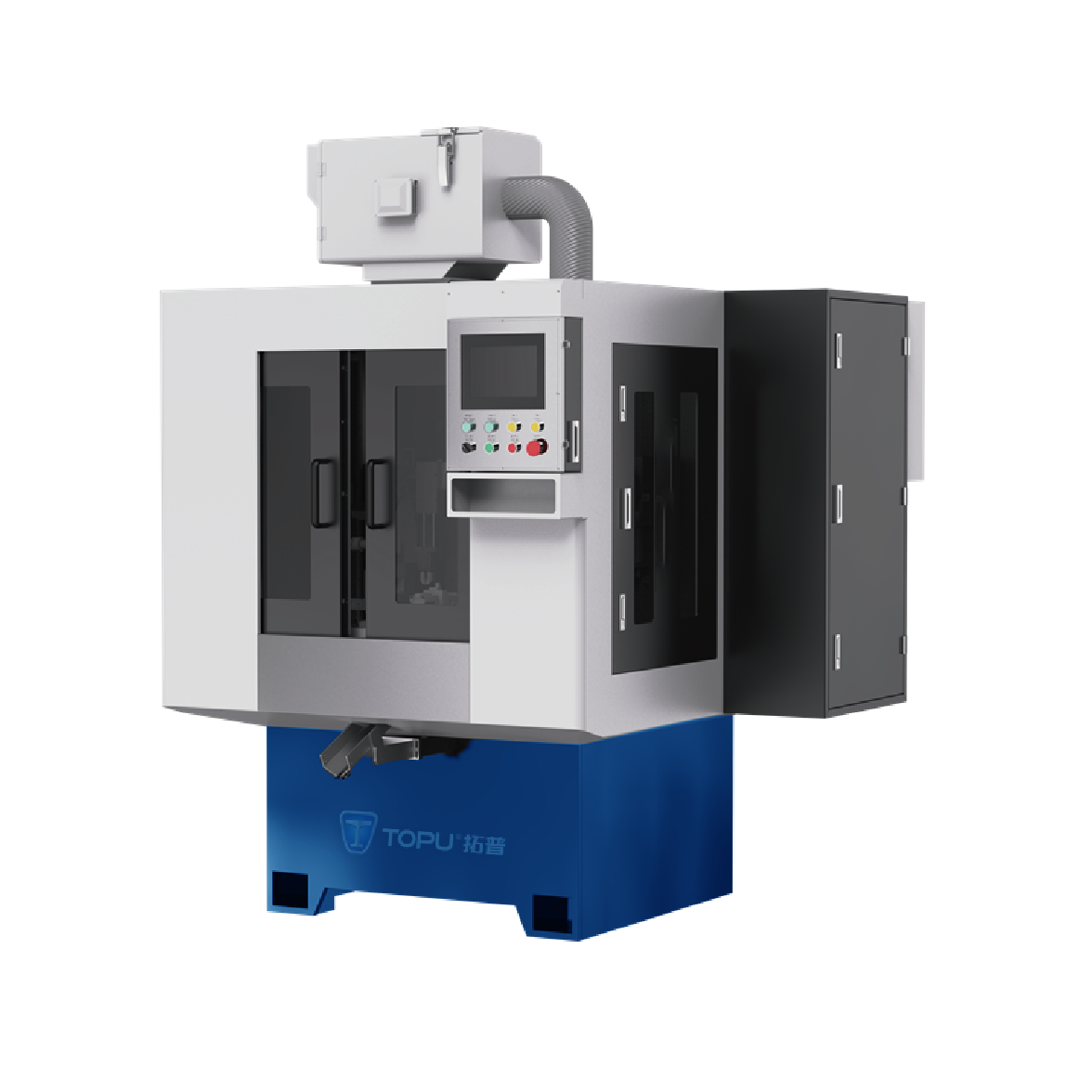
Многоцелевой шлифовальный станок для клапанов
“Материал шлифовального круга: CBN Основное состояние клапана перед обработкой Диапазон обработки клапана (другие диапазоны размеров могут быть настроены) Диаметр диска: 20-40 мм, диаметр стержня: 5-8 мм, длина 80-130 мм Можно обрабатывать материал клапана 21-4N, 4Cr10Si2Mo, импортный SUH:3, SUH:35 и т. д.; Твердость 25-45HRc Состояние клапана перед обработкой Биение штока клапана 0,005 мм, биение диска 0,05 мм Угол конуса клапана: 45-60° Припуск на обработку: 0,10-0,30 мм (диаметр) Основное состояние клапана после обработки Точность после обработки клапана Точность биения Макс. 0,03 мм Точность размеров в пределах 0,025 мм Шероховатость поверхности В пределах Ra1,6 Эффективность обработки (удары) Скорость шлифования 0,8-1,5 мм в секунду, около 15 секунд/деталь

Станок для шлифовки седел клапанов
Материал шлифовального круга: Керамика CBN Основное состояние клапана перед обработкой Диапазон о...
Станок для шлифования кончиков клапанов
Материал шлифовального круга: CBN Диапазон обработки клапана (другие диапазоны размеров могут быть настроены) Диаметр диска: 25-50 мм, диаметр стержня: 5-9 мм, длина 80-150 мм Можно обрабатывать материал клапана 21-4N, SUH11, SUH3, SUH38, SUH35, X45CrSi93 Состояние клапана до обработки Биение штока клапана 0,005 мм, биение диска 0,05 мм Припуск на обработку: в пределах 0,2 мм (наилучшее: 0,1 мм) Базовое состояние клапана после обработки Точность после обработки клапана Общая точность в пределах ±0,02 мм Перпендикулярность конца вала к стержню в пределах 0,02 мм Шероховатость поверхности Ra0,4 или менее Эффективность обработки (ударов) 6-8 секунд/ветвь (разница в размерах повлияет на производственный такт)
Станок для шлифования радиусов канавок и наконечников клапанов
Материал шлифовального круга Основное состояние клапана перед обработкой Диапазон обработки клапа...

Газовые клапаны и клапаны на шлифовальном станке
“Материалы шлифовального круга Основные условия до обработки клапанов Диапазон клапанов обработки (другие размеры могут быть настроены) Диаметр диска: 25 – 50 мм, диаметр стержня: 5 – 9 мм, длина 80 – 150 мм Обрабатываемые материалы клапанов 21 – 4N, SUH11, SUH3, SUH38, SUH35, X45CrSi93 Состояние клапанов до обработки Прыжок клапана 0,01 мм, прыжок клапана 0,1 мм Угол конуса клапана: 45 – 60° Запас обработки: в пределах 2 мм (диаметр) Основное состояние клапана после обработки Точность клапана после обработки Диаметр внешней окружности в пределах ± 0025 мм Кольцо бьется в пределах 0,03. Конус бьется в пределах 0,03. Эффективность обработки (такт) менее 12 секунд / шт.

Двойная головка клапана и SE на шлифовальном станке
«Материал песочницы: CBN Основное состояние клапана перед обработкой. Основные условия клапана перед обработкой Диапазон обработки клапанов (возможно настроить другие диапазоны размеров) Диапазон обработки клапанов (возможно настроить другие диапазоны размеров) Диаметр диска: 25-50 мм, диаметр стержней: 5-9 мм, длина: 80-150 мм Диаметр головы: 25-50 мм, диаметр ствола: 5-9 мм, длина: 80-150 мм Можно обрабатывать материалы клапанов. Можно обрабатывать материал клапана. 21-4N, SUH11, SUH3, SUH38, SUH35, X45CrSi93 Состояние клапана перед обработкой. Состояние клапана перед обработкой Стержень клапана прыгает 0,01 мм, головка клапана прыгает 0,1 мм. Стержень клапана прыгает 0,01 мм, головка клапана прыгает 0,1 мм Угол крепления клапана: 45-60 Угол крепления клапана: 45-60 Производительный запас: 2 мм (диаметр) Производительный запас: 2 мм (диаметр) Базовое состояние клапана после обработки. Базовое состояние клапана после обработки Точность после обработки клапана. Точность после обработки клапана Диаметр головки диска до 0,025 мм Магнитная головка колеблется от 0,03 до 0,05. Конусовое ступенчатое кресло прыгает в пределах 0,03 Эффективность обработки (чах) время цикла менее 7 секунд / единицы (чах производства машины) Меньше 7 секунд на штуку (все вывод) “
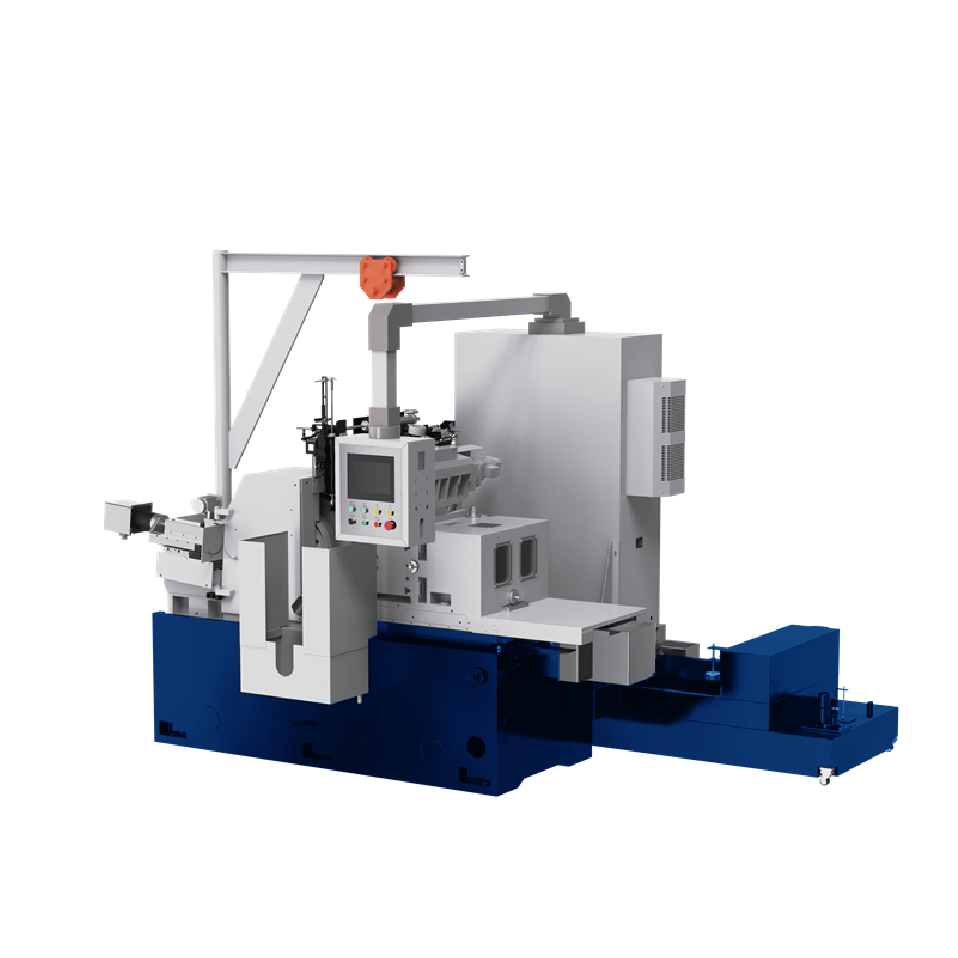
бесцентробежный шлифовальный станок
[Материал песочницы: смола / смола] Диапазон обработки (возможно настроить другие диапазоны размеров) Технологический диапазон (возможно настроить другие диапазоны размеров) Материал Материал Материал Материал Диаметр стержней: φ5-φ8 мм, общая длина: 80-130 мм, диаметр диска: 20-40 мм Диаметр ствола: φ5-φ8 мм, общая длина: 80-130 мм, диаметр головы: 20-40 мм 21-4N, 4Cr10Si2Mo, импортный SUH: 3, SUH: 35 и т.д. Твердость: 25 – 45HRc Время производственного цикла Около 10 секунд / штука, различный ритм стержней Приблизительно 10 секунд / штука, время цикла различного диаметра стержней различается. “
Продукция
ООО Сучжоу Топу Детали двигателя,Компания прошла сертификацию Система менеджмента качества ISO9001, сертификациюЕАС и сертификациюСЕ. клапаны выпускные,комплект цепи ГРМ,клапан двигателя,впускной клапан,Будем рады сотрудничеству с Вами!