
Продукция
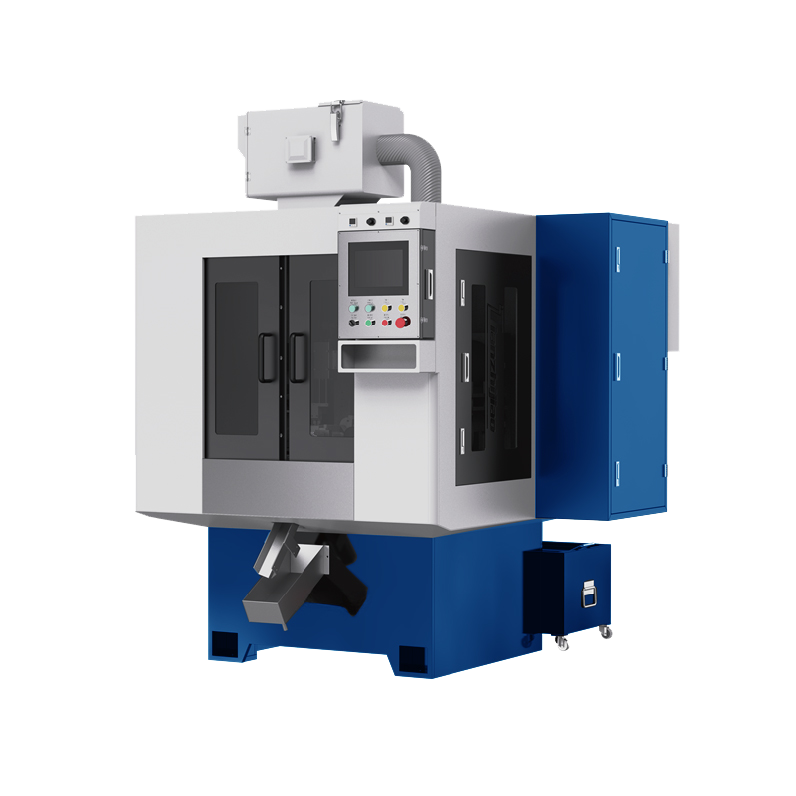
станок для отсечки клапанов
Материал песочницы: CBN. Материал цилиндра: CBN Основное состояние клапана перед обработкой. Основные условия клапана перед обработкой Диапазон обработки клапанов (возможно настроить другие диапазоны размеров) Диапазон обработки клапанов (возможно настроить другие диапазоны размеров) Диаметр диска: 25-50 мм; Диаметр стержней: 5-9 мм; Длина 80-150 мм диаметр головы: 25-50 мм; Диаметр ствола: 5-9 мм; Длина 80-150 мм Можно обрабатывать материал клапана. Можно обрабатывать материал клапана. 21-4N, 4Cr10Si2Mo, импортный SUH: 3, SUH: 35 и т.д. ; Твердость 2-5 HRC 21-4N, 4Cr10Si2Mo, импортный SUH: 3, SUH: 35 и т.д. ; Твердость 5 – 45HRc Состояние клапана перед обработкой Состояние клапана перед обработкой Производительный запас: 3-5 мм (изменяется в зависимости от колеса) Производительный запас: 3-5 мм (изменяется в зависимости от колеса) Базовое состояние клапана после обработки. Базовое состояние клапана после обработки Точность после обработки клапана Точность после обработки клапана Точность длины составляет 0,02 мм. Точность длины до 0,02 мм Вертикальность от конца вала до части вала составляет менее 0,02 мм. Вертикальность от конца вала до части вала составляет менее 0,02 мм Шероховатость поверхности в пределах Ra2.5 Эффективность обработки (чах) время цикла До 7 секунд на ветку (в зависимости от клапана) До 7 секунд на ветку (в зависимости от клапана)
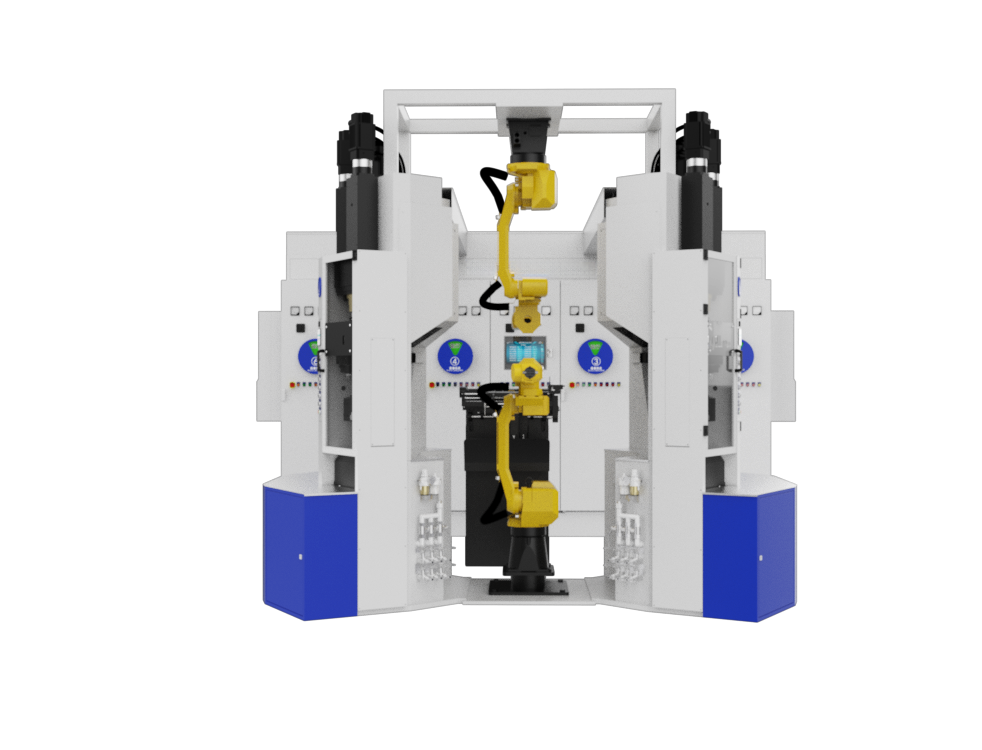
Двойной робот 6-позионный клапан для ковки производственной линии
3) Рабочие материалы: 1 Сечение имеет круглую форму, диаметр от 5 до 13 и допускается к размерам по стандарту ISO h11. 2 Состояние поверхности: холодно вытянутые, окрашенные или полированные безмасляные стержни. Шероховатость поверхности: Ra 2.5 Состояние конца: конечная поверхность стержня должна быть гладкой, ровной и не окислительной. Конечная поверхность имеет подходящие фаски. Материал: Применяется для всех сталей. 4) Производительность: Скорость грунта напрямую влияет на рабочий цикл и производительность. Скорость грунта ограничена сплавом материала, диаметром стержней, условием поверхности стержней, формой грунта и регулирующей мощностью трансформатора. Диаметр стержня: Ds = 8,7 мм Длина арматуры: L = 300 мм Протяженная толщина: k = 120 мм Вспомогательное время: t=2s Длина режущей площадки: L-s = 300-120 = 180 мм Скорость ковки: v = 12 мм / с Скорость: v = 2 мм/с Время цикла: длина режущего стола / (скорость режущего стола – скорость головки) + вспомогательное время = 180 / (12-2) + 5 = 23s
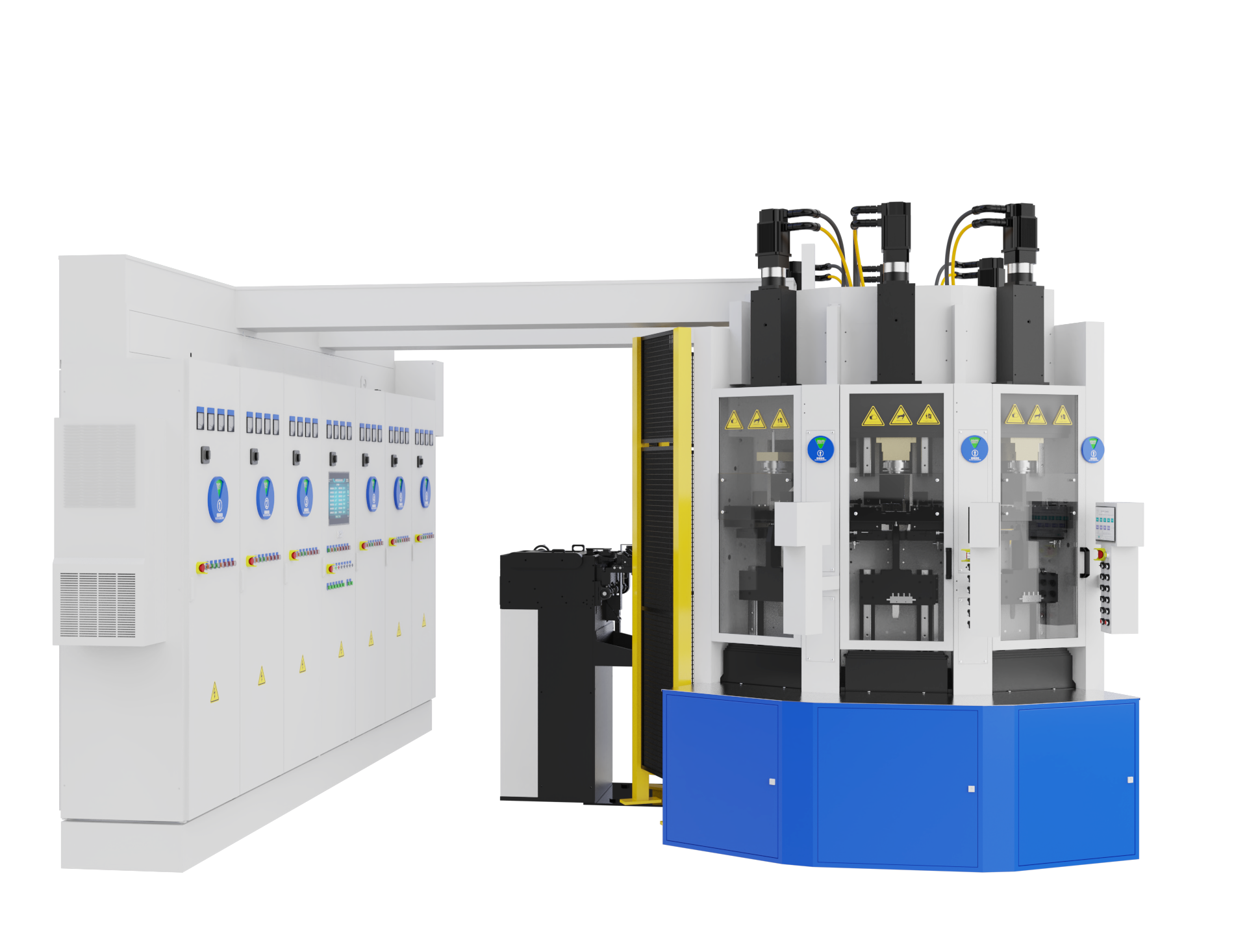
Одноробот 6-позионный клапан для ковки производственной линии
1.Основные операционные процессы: Выбираются подходящие стержни из бункера контейнера. Погрузочный робот переносит стержни на электроковылку, где начинается электроковывание. После завершения электрических блоков разгрузочный робот выводит их, помещает их в прессу для ковки и, в конечном итоге, производит задвижки. Основная система управления координирует эти действия упорядоченным и непрерывным образом. 2) Размещение производственной линии: Шесть электростанций расположены в двух секторах, справа и справа симметричны, три слева и три справа. Электростанция работает снаружи. Роботы размещаются в центре сектора и используются для погрузки и разгрузки электрических мельниц. Погрузочные ящики размещаются в промежутке между двумя секторами. Это сформировало круг, состоящий из шести электрических ковчеров, одной прессы и двух погрузочных ящиков, в центре которых находился робот. Электричество: Зажим концентрирован Автоматическое нанесение нуля. Двухфазный трансформатор 50 кВА, ток без нагрузки

Ковочная линия
Описание продукции 1.Основные операционные процессы: Выбираются подходящие стержни из бункера контейнера. Погрузочный робот переносит стержь на ковчечную машину, где начинается ковчечная ковка. После завершения электрических блоков разгрузочный робот выводит их, помещает в прессу для ковки, в конечном итоге производит задвижки. Основная система управления координирует эти действия упорядоченным и непрерывным образом. 2) Размещение производственной линии: Шесть электростанций расположены в двух секторах, справа и справа симметричны, три слева и три справа. Электростанция работает снаружи. Роботы размещаются в центре сектора и используются для погрузки и разгрузки электрических мельниц. Погрузочные ящики размещаются в промежутке между двумя секторами. Это сформировало круг, состоящий из шести электрических ковчеров, одной прессы и двух погрузочных ящиков, в центре которых находился робот. Электричество: Зажим концентрирован Автоматическое нанесение нуля. Двухфазный трансформатор 50 кВА, ток без нагрузки





Продукция
ООО Сучжоу Топу Детали двигателя,Компания прошла сертификацию Система менеджмента качества ISO9001, сертификациюЕАС и сертификациюСЕ. клапаны выпускные,комплект цепи ГРМ,клапан двигателя,впускной клапан,Будем рады сотрудничеству с Вами!